World Solar Challenge
Management, Process, Carbon fiber, Automotive, Alternative energy, Racing

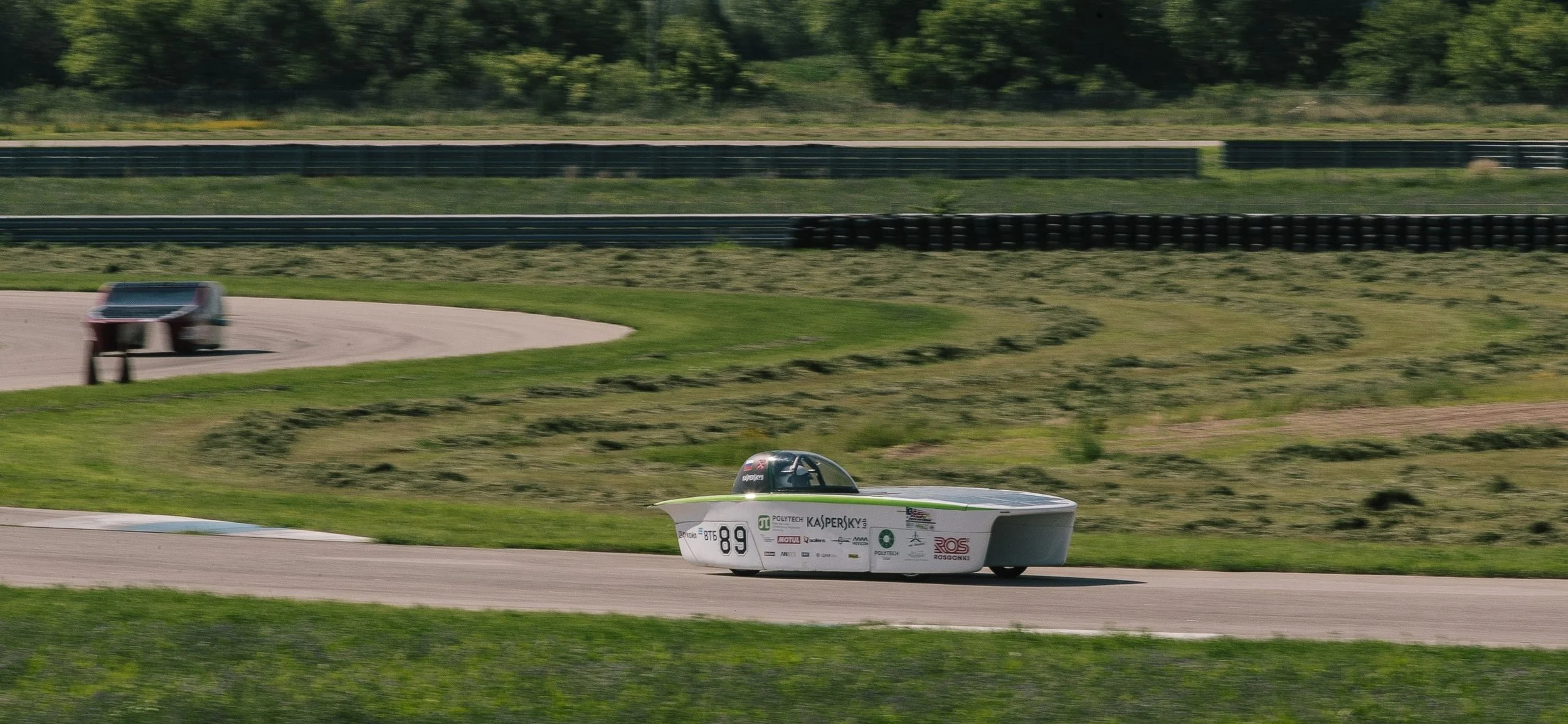
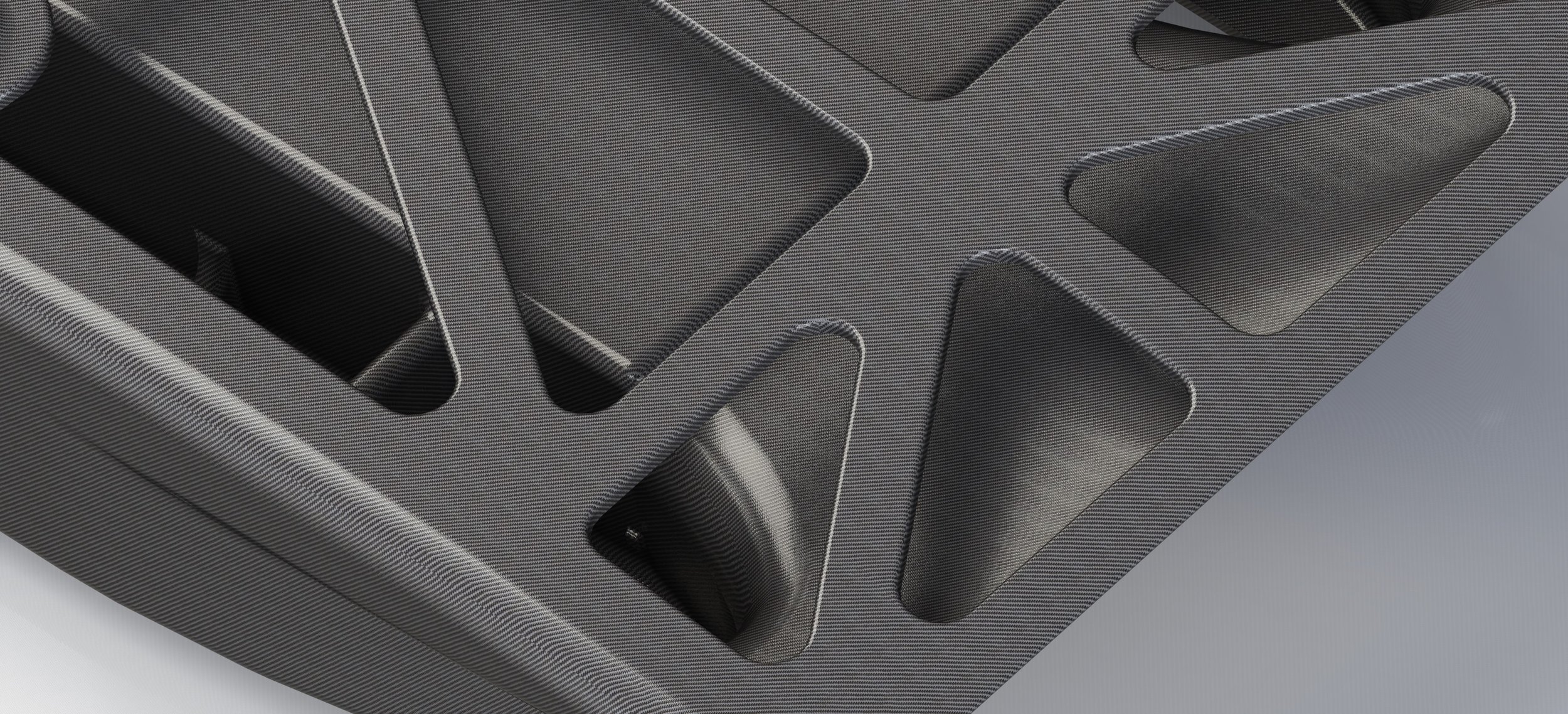
In 2016 Saint Petersburg Polytechnic University organised a team for the World Solar Challenge in which I held the role of head of the chassis department and partly chief engineer. As a team we decided to participate in the Challenger class. In order to achieve outstanding performance in this class, we combined the structural components and aerodynamic fairing into a monocoque to reach a minimal frontal area and the lowest car mass.
Project summary
• Team management
• Research leading
• Project budgeting
• Critical design review
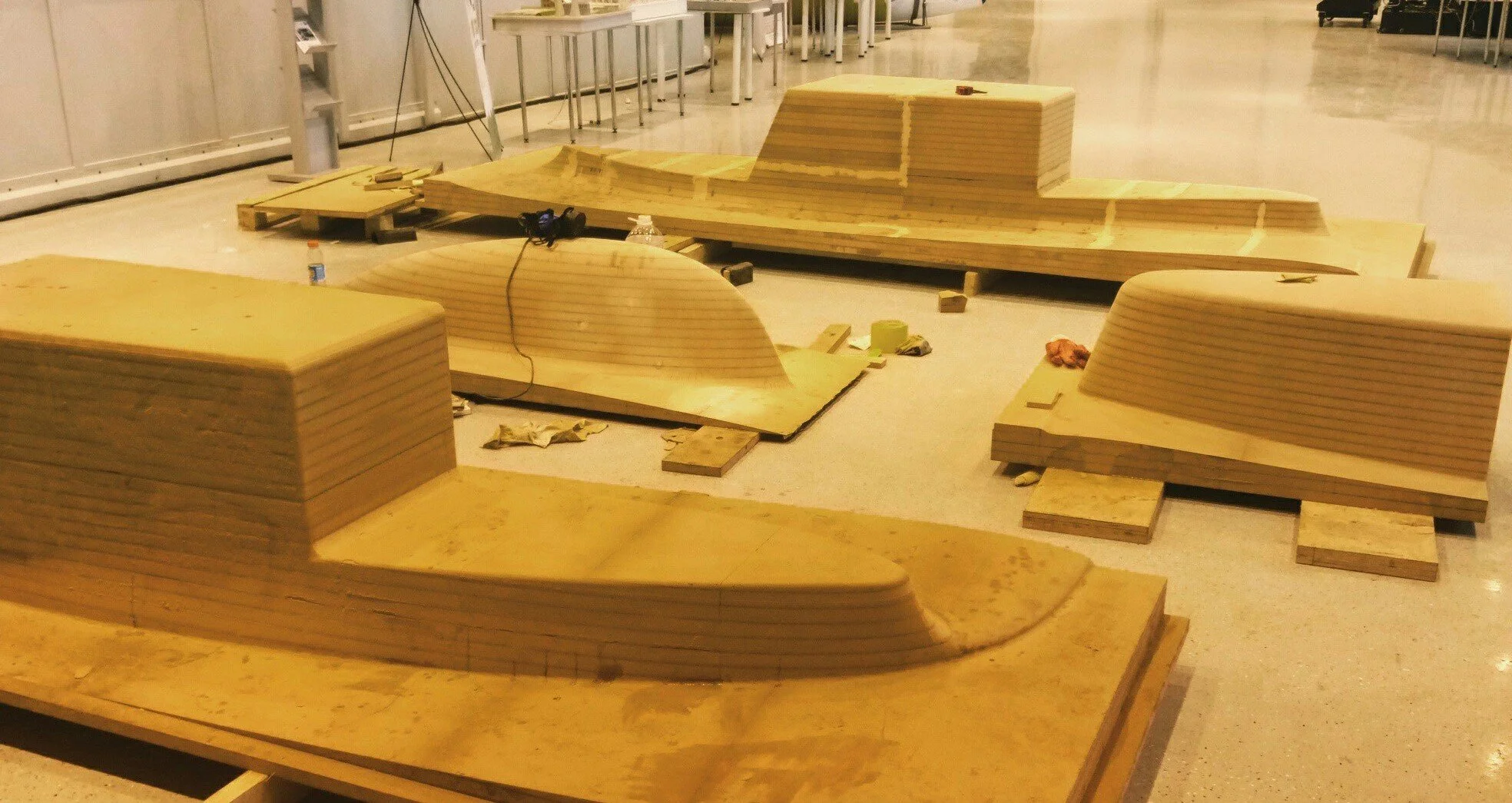
• Master assembly development
• Manufacturing of CFRP monocoque
Responsibilities
1. Creation of the process and the team structure
2. Determination of the main operating loads
3. Validation of monocoque safety requirements
4. Production of the monocoqe
Project objectives
Given the limited resources, the engineering department consisted of 16 people who were assigned to the following departments:
• Power unit department
• Chassis and materials department
• Suspension department
• Electrics and electronics department
• Aerodynamics and exterior design
Because of the specificity of the competition and the class, the person with the most experience in alternative energy was appointed chief engineer (according to the regulations, solar energy was the only power source available). Initially we categorised all the competition requirements and appointed the following responsible officers:
• Driver safety officer
• Electrical safety officer
• Layout officer (layout, size and weight regulations)
• Power system officer (solar panels, battery pack and motor unit)
• Strategy and forecast officer (including weather and sun radiation forecasts)
• Documentation and testing officer
This approach allowed us to share the responsibility to comply with the large volume of regulations to avoid fundamental design errors.
As the head of the chassis department and assistant to the chief engineer, I was in charge not only of the monocoque development but also of the car layout and CAD assembly management. My department's primary function was to design and produce a stressed carbon-fibre monocoque as well as the components FEA. My key roles were to organise the planning and operation of the department as well as to liaise with other departments to coordinate layout changes.
Because of the limited budget, we created the development process according to the university's available software. The development of the car and race strategy was done using the following software:
• DS Solidworks (Mechanical components development)
• Ansys Mechanical and ACP (Suspension and CFRP monocoque FEA)
• Ansys Fluent (Aerodynamics)
• MatLab (Consumption and Power generation)
1. Creation of the process and the team structures
The regulations and the analysis of the competing teams defined the car layout baseline. The analysis showed that having a wheelbase of 2000mm and a track width of 1350mm would give us enough room to fit two A-arms front suspension and a longitudinal swingarm in the rear enclosure. The initial suspension layout was designed and simulated using MSC Adams Car. To determine the most critical loads on the monocoque and its attachment points, we have simulated the following scenarios:
• Emergency braking scenario (0,9G)
• ISO double-lane change (max. 0,6G lateral)
• High kerb (135mm) collision at 25kph
Due to a lack of manufacturing, humidity, and dust ingress control, an increased safety factor of 1,5 was applied. Additional layers of carbon fiber prepreg and increased core thickness helped to achieve this value. The safety factor of suspension components was decreased to 1,2 to prevent monocoque damage during a collision. The geometry and lay-up strategy was designed to provide an adequate fatigue life for the above load scenarios.
2. Determination of the main operating loads
We decided to use a hybrid chassis layout because of the constant escorting of the vehicle and the lack of precise safety requirements for the challenger class (WSC Rules 2017). The frontal aluminium sub-frame was used for frontal impact protection and carrying the suspension and steering components. The rear steel roll hoop was designed to protect the driver in the event of a rollover and carry the rear swingarm suspension. This decision significantly reduced the stress on the front and rear mounting panels.
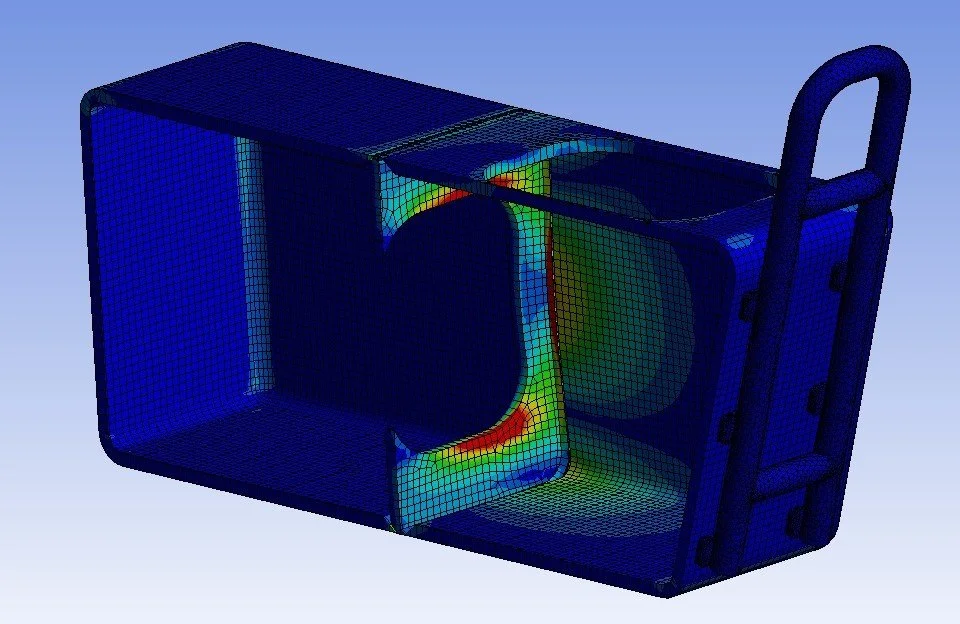
The side impact structure was designed based on the FSAE Racing Series regulations and the Structural Equivalency Spreadsheet. Based on material and test data provided by the sponsors, the side impact structure layup was designed as [45/0/45/Core]s and validated using Ansys ACP. The impact force was chosen based on a side collision with a rigid object at 50kph and was calculated to be 12kN (304mm flat round shape). The calculation showed that using 20mm Nomex honeycombs is an overshooting solution but provides the necessary level of safety when driving in urban traffic.
3. Validation of the monocoques safety requirements
The milling and assembly of the master models were the most labour-intensive processes in the monocoque manufacturing. All the master models were assembled from middle-density fiberboard and machined on the portal Motec CNC machine. The moulds were manufactured using glass fibre fabric and epoxy resin with a high gloss top coat. The central mould consisted of two parts sealed and bolted together to extract the fabricated monocoque conveniently.
4. The monocoque production
Due to the lack of a suitably sized autoclave, I chose a staggered curing strategy. This allowed me to ensure the proper bonding of the Nomex core which provided the required safety for the driver. The sequence of manufacturing steps was based on the available tools and consisted of the following steps:
• Laying up of the outer skin and honeycomb core
• Curing and honeycombs bonding control
• Installing the reinforcing elements and layup of the inner monocoque skin
• Curing and monocoque demolding
• Trimming
• Mounting roll hoop and front subframe
• Performing Integrity tests


The development process allowed departments to develop elements of their systems and mechanisms in a seamless and synchronised way. Therefore, designing and manufacturing the CFRP Nomex monocoque took less than sixteen weeks. The measurements of the assembled monocoque showed that the trimmed monocoque weighed below 43kg and had a torsional stiffness of approximately 1500Nm/deg.
The car was taken to the Sochi F1 Autodrom in order to perform dynamic tests, including handling, suspension settings and safety. Endurance tests revealed that a number of honeycombs were poorly bonded and vibrated. Nevertheless, the car was prepared for shipping after the required local repairs were performed.
Due to logistical difficulties, the vehicle could not participate in Australia WSC 2017. However, we were invited to participate in the American Solar Challenge in 2018. Because of the race regulations differences (WSC vs ACS), we modified the roll hoop and side crash structure to make the car ready to race.
Key results